

塗るだけで放熱性アップ!
ブレーキフルードや剥離剤にも負けない塗膜!
ガンコートは高機能塗料のトップブランドです。
アメリカKG社が開発したガンコートは1液の溶剤塗料で、スプレーガンで塗装した後に170℃の焼付乾燥します。そして硬化した塗膜は物理的に硬く、薬品に強く、放熱性が向上する機能性塗料です。
ソリッドやメタリック、蛍光色やクリアなどカラーバリエーションも豊富で、一般的な塗料では耐久性が心配なエンジンやブレーキ周りのパーツにも安心して使える上に、パフォーマンス向上にも貢献します。
開発ストーリー
輸入商材のひとつとして
目を付けたガンコート
カーベックが誕生する以前、私たちの代表は海外に向けて自動車の輸出を行い、海外の工場でのモノ作りを行う貿易商社に就業していました。その後独立し、カーベックとして貿易業を行う中で輸入商材の取り扱いを開始するにあたり、他のメーカーやショップが日本で扱っていない製品として注目したのが、KGインダストリーズ社製のガンコートでした。
オートモーティブ系の商材への関心がある中で、ネット検索で見たのがバイクや自動車への施工例だったため、2006~2007年頃にKG社に直接コンタクトを取ったのです。当時は日本国内にガンコートの輸入元がなく、私たちが貿易業を営む立場であることを伝えたところ日本への販路を求めていたKG社と思惑が一致して、日本総輸入代理店としてガンコートを取り扱うことになったのです。
それ以来今日まで、他に類を見ない機能を持つガンコートの世界を知っていただき、性能を体感していただこうと、モータースポーツ系を筆頭としたプロのペインターや、趣味でバイクや自動車をいじるDIYユーザーの皆さんに情報発信を行ってきました。
塗るだけで性能アップ!
ガンコートの3大機能とは
ガンコートには以下のような機能があります。
- 1.放熱性の高さ
-
ガンコートはそもそも、銃火器の塗装用として開発された塗料です。拳銃もライフルも、弾丸が発射される際には銃身自体がとても高温になり、温度によって銃器自体がゆがんで照準がズレるという問題があります。それを防ぐために、ガンコートには塗装を通して熱を発散する特性が与えられています。つまり、ガンコートの塗膜は銃火器が発生する高熱を放散する機能があり、高熱に晒される環境でも性能が劣化しない高温耐久性があるのです。
そのため、自動車やバイクでは空冷エンジンのシリンダーやシリンダーヘッド、ラジエターやオイルクーラーに施工することで、エンジン本体やエンジンオイル、冷却水の過度な温度上昇を抑制することが期待できます。
私たちの経験では、シリンダーやラジエターを塗装した以外に条件を変えていないバイクのエンジンが、水温計が壊れたかと思うぐらいオーバークール気味になったり、モトクロスマシンのラジエターに施工したところ、レース終了後にはリザーブタンクから噴き出すほど上昇していたクーラントの温度が低下してタンクから溢れなくなるなど、目に見える変化が報告されました。
また無塗装のアルミフィンに塗装したところ、塗る前より冷却水温が5℃低下したというテストデータもあり、放熱性向上の能力を認められて多くのレーシングチームから正式採用されています。
街乗り用の車両にとっても、様々な補機が狭いエンジンルームに詰め込まれた昨今の自動車や、発熱量の大きいバイク用エンジンに関しては、メンテナンスやレストア時にガンコートで塗装することで、高熱でも塗膜がダメージを受けず、エンジンパーツが受けた熱を積極的に放熱する特性は効果的です。
- 2.耐薬品性の高さ
-
通常の塗料にとってガソリンやシンナーなどの溶剤やブレーキフルードなどの薬品は大敵で、アクリル塗料は硬化後でもガソリンによって塗膜が溶けてしまいます。ウレタン塗料の塗膜はアクリルより強いですが、ブレーキフルードが付着すれば水ぶくれのように膨れて剥離してしまいます。
ガンコートは硬化剤を使わない一液性の塗料ですが、焼付乾燥後はガソリンやシンナーで変化しないのはもちろん、ブレーキフルードでもも剥離しません。脱脂洗浄力が強力なパーツクリーナーを塗装面にスプレーすると、クリーナーに含まれる有機溶媒のヘキサンやイソプロピルアルコールの作用で塗膜表面がツヤ消し状になるとがありますが、ガンコートのツヤはパーツクリーナースプレーしても変化しません。
中でも強いのはサテンブラックで、アセトンに浸しても剥離剤でも剥がれないほど強靱な塗膜がたいへん好評です。このため、メンテナンス時にブレーキフルードが付着する可能性があるブレーキキャリパーやマスターシリンダー、キャストホイールの塗装に最適です。もちろん、エンジンオイルやガソリンが付着する可能性があるエンジンパーツに使用しても安心です。
- 3.表面硬度の高さ
-
ガンコートやウレタンなど種類を問わず、塗料の中身は「樹脂+溶剤+顔料」で構成されていて、塗膜の硬さは樹脂の種類や性質によって決まります。塗膜の硬さは鉛筆の芯の硬さと比較して決められていますが、ガンコートの塗膜は鉛筆硬度9H相当とトップクラスの硬さを誇ります。

塗膜が硬いと引っ掻いても小キズが付きづらいというメリットがありますが、もう一点、柔らかい金属にペイントすることで素材が補強されて硬くなる効果があります。ラジエターやオイルクーラーのフィンはアルミ製できわめて薄く、オフロードで跳ね石が当たったり泥が詰まると簡単に曲がってしまい、通風量が少なくなると冷却効果を大きく損ないます。またオンロードレースでもコース上に落ちたタイヤかすがラジエターに当たるとフィンが曲がり、張り付いたゴムは剥がれづらいという難点があります。ラジエター本体の前にガードを装着する場合もありますが、ガード性能を重視して本来の冷却性能が低下しては本末転倒です。
そこであらかじめガンコートでペイントしておけば、跳ね石や泥が付着してもフィンが曲がりづらく冷却性能を維持できます。またガンコートの塗膜には耐薬品性の高さとともに汚れが付着しづらくなる防汚性能もあるため、汚れたラジエターのクリーニングも容易です。ガンコートがペイントしてあれば、こびりついた泥を落とすために高圧洗浄を当てても、フィンが曲がることはありません。ユーザーによっては、放熱性や耐薬品性の高さよりむしろフィンの硬さに重きを置く例もあるほどです。
オートモーティブ系で得た情報は
KG社にフィードバックしています
KG社が開発したガンコートには60年以上の歴史があり、長きに渡りアメリカ軍の指定塗料として認定されています。硬化剤不要の一液タイプの溶剤塗料で、170℃で1時間以上焼き付けることで塗膜が硬化して先の性能を発揮します。したがって170℃の温度で変形、変質する樹脂パーツには使えません(ただし後述する専用硬化剤を添加することで、乾燥温度を下げることも可能です)。 またカラーバリエーションはブラックやシルバーといったベーシック色や、鮮やかなレッドやグリーンやブルー、さらにアメリカ軍御用達らしくオリーブドラブや迷彩色用のアースカラーなど70色以上に及びます。
またカラーバリエーションはブラックやシルバーといったベーシック色や、鮮やかなレッドやグリーンやブルー、さらにアメリカ軍御用達らしくオリーブドラブや迷彩色用のアースカラーなど70色以上に及びます。
バイク好きの方なら、1980年前後にアメリカのAMAスーパーバイクレースで活躍していた有名コンストラクター、ヨシムラのレーサーに貼ってあったステッカーでガンコートを知ったかもしれません。私たちがガンコートを知った時もバイクや自動車に使用する事例だったため、てっきりオートモーティブ系の塗料だと思い込んでいました。
ところがKG社に聞くと、軍の指定塗料として銃器に求められる性能を作り込んではいるものの、オートモーティブでの利用はまったく想定していないし、製品にも一切謳っていないというのです。アメリカでは銃のマーケットの方が遙かに大きいため、KG社自身が自動車やバイクのマーケットを全く見ていなかったのです。今から思えば恥ずかしいですが、私たちは私たちで、ガンコートが軍用の塗料だと言うことに後から気づいたのです。
しかしながら、上陸用舟艇から海に飛び降りる際に塩水に浸かっても腐食せず、砂漠で塹壕に飛び込むときには地面や砂に叩きつけられてもキズが付かず、連射による過熱によっても照準がズレない放熱性能という軍の要求項目は、すべて自動車やバイクの高機能塗料にも当てはまるスペックだったのです。
日本とアメリカでは銃器に関する事情が全く異なりますが、逆にこれまでKG社が注目していなかったオートモーティブ系の需要は私たちが開拓したと言っても過言ではありません。現在ではKG社もオートモーティブの重要性を認識しており、KG社のホームページには私たちが提供したオイルクーラーやブレーキキャリパーなどの施工例が数多く掲載されていて、リクエストに応じてアドバイスを行っています。
ガンコートの実力は一度使えば納得できますが、感覚だけではなく性能の裏付けとなるデータも欲しいとKG社に対してリクエストしたことがありました。しかしアメリカ軍に納品している性能であることを理由に、公開されているスペック以上の詳細な情報は得られませんでした。そこで私たち自身が、他の塗料との相対比較できるように、公的機関である名古屋市工業研究所に検査を依頼してデータ収集を行っています。ここで行うのは紫外線照射テスト、塩水噴霧テスト、硬度を測定するビッカース試験で、例えば紫外線を300時間照射して色抜けした製品についてはそのデータをKG社に送り対策を依頼しています。
焼付乾燥器CVシリーズ開発の裏にも
ガンコートの存在があった
ガンコートの性能を発揮させるためには、170℃で1時間以上の焼付乾燥が必要です。逆にいえば、温度が170℃未満であったり、焼き付けが1時間未満ではガンコートの3大機能はどれひとつ発揮できません。「そんなにシビアなの?」と聞かれることもありますが、その焼付条件で性能が出るようにKG社が開発した製品が、ユーザーの自己判断で条件を変えて良い結果が得られるはずはありません。 ガンコートの取り扱いを始めた当初「焼付乾燥はどうすればいい?」というお客さんの質問に、私たちは市販のオーブンをご用意下さいと返答するしかありませんでした。しかし、調達先が分からない、使用するオーブンによって設定温度と実温度が異なってうまく焼き付けできないといった問題に直面して、「これは自分たちで納得できるオーブンを開発するしかない」と決断しました。貿易商として海外でモノ作りをする経験があったため、製造メーカーの訪問から仕様決定、テストと検証を経て輸入するまですべてのプロセスを私たち自身で行い、製品化したのがCV-600Plusを初めとする温風循環式乾燥器シリーズです。
ガンコートの取り扱いを始めた当初「焼付乾燥はどうすればいい?」というお客さんの質問に、私たちは市販のオーブンをご用意下さいと返答するしかありませんでした。しかし、調達先が分からない、使用するオーブンによって設定温度と実温度が異なってうまく焼き付けできないといった問題に直面して、「これは自分たちで納得できるオーブンを開発するしかない」と決断しました。貿易商として海外でモノ作りをする経験があったため、製造メーカーの訪問から仕様決定、テストと検証を経て輸入するまですべてのプロセスを私たち自身で行い、製品化したのがCV-600Plusを初めとする温風循環式乾燥器シリーズです。
使えば使うほど、ガンコートの性能を出すには一にも二にも焼き付け条件次第であることがひしひしと分かった現在では、槽内の温度ムラがきわめて少ないCVシリーズを自社開発しておいたのは非常に良かったと実感しています。
ガンコート“あるある”集

-
「エア圧、吐出量、ガン距離、焼付温度」
この4大条件を守れば
ガンコートは誰にでも扱える塗料です。
しかし実際には不具合に関する相談が多い……
じゃあ皆さんはどこで引っかかるの?
「これをやるから失敗する!!」
ガンコートでつまずく6つのポイント
~性能を引き出すための「べからず」集~ -
ガンコートの性能を最大限に引き出すには、必要に応じた下準備と正しい段取りで作業することが重要です。ガンコートは成分の特性上、金属に密着しやすい特長がありますが、古い塗装の剥離が不十分だったり素材に油分が付着した状態では密着不良を起こします。また希釈不要で使えるためスプレーガンがあれば容易に塗装できますが、ノズル口径や塗り重ねの方法によっては本来の性能を発揮できないこともあります。
ここでは塗装のプロも陥りやすく、カーベックのサポートに頻繁に寄せられるトラブル事例をリストアップします。逆に言えば、これらの要注意ポイントさえ守れば誰もがガンコートの能力を体感できるのです。
- 1.ガンの口径選定ミス
-
鈑金塗装では使わないφ0.4mm口径のスプレーガンが必須鈑金塗装用でφ1.0~1.6mmクラスのスプレーガンを使い慣れた人にとって、ガンコートが指定するφ0.4mmは非常に小口径と感じるはず。
吐出量を絞れば口径の大きなガンでも塗れると思うかもしれないが、薄く塗り重ねる必要があるガンコートにはφ1.0mmは大きすぎ。
0.4mm(右)、0.6mm(左)の差はごく小さいが、実際にペイントする際は0.4mmがお勧めだ。
~大口径でも調整すれば大丈夫だというのは誤りです
ガンコートを塗る際、最重要条件がスプレーガンの口径です。製造メーカーであるKG社はφ0.4mmを指定しており、これは自動車補修のペイント作業で使用するガンに比べるととても小さいサイズです。これは薄い塗膜を何層にも重ね塗りするのがガンコートのもっとも基本的なテクニックだからです。鈑金系のペイントでは「塗り込んでツヤを出す」テクニックがポピュラーなので違和感を覚えるかもしれませんが、ガンコートを厚く塗ると焼付乾燥時に塗膜に「沸き(わき)」と呼ばれる気泡が発生します。
「塗膜が沸いた」という質問の際にガンの口径を伺うと、大半がφ1.3~1.5mmのパネル塗装用や、φ1.0~1.2mmの小型ガンで、薄く塗るために塗料とエアを絞って使っていることが多いようです。
しかし、KG社や私たちが求めているφ0.4mmと、φ1.0mmの薄付けは意味合いが全く異なります。φ1.0mmのガンで吐出量を絞っても、塗料の霧の粒の大きさはガンの口径に依存するので、霧が細かくなるわけではありません。噴射される塗料の量は減っても、塗料の粒自体は大きいまま付着するため、塗膜はφ0.4mmのガンで塗るより厚くなるのです。そのためガンコート内のシンナーが揮発しづらく、一見すると薄く塗れたようでも焼き付けると沸くトラブルが起きてしまいます。
φ0.4mmというと模型用のエアブラシ級の口径で、塗膜の着きにもどかしさを感じるかもしれませんが、薄く塗ることで塗膜からシンナーが揮発しやすく、ガンが往復する間にシンナーが飛ぶため重ね塗りをしても沸きづらいのです。口径の小さいガンを使ったとしても、空冷エンジンのシリンダーフィンを塗る際にフィンの先端部分だけ塗料が沸くことがあります。それはフィンの奥より手前の方が、塗料が多く付着して塗膜が厚くなりがちだからです。つまり、ガンコートは重ね塗りに対してそれほどシビアなのです。
私たちは、ラジエターやオイルクーラーコアは塗料がフィンの間を通り抜けてしまうためφ0.6mmを使いますが、それ以外はキャリパーからエンジンのクランクケースまで、すべてφ0.4mmで塗っています。φ1.0mmのガンを絞った方が作業は早いですが、沸いたら元も子もないですし、φ1.0mmで慎重になりすぎるぐらいならφ0.4mmでガンガン塗った方が時間を節約できて失敗もありません。もし大口径のガンで失敗しなかったとしたら、それは偶然といっても過言ではありません。そうしたユーザーさんほど、失敗の本質を見失ってトラブルの沼にハマってしまうのです。
大口径ガンでガンコートが沸いた例 ガンコートを塗り重ねる際は、塗料内のシンナーが揮発するのを待ちながら重ねるイメージで。
ガンコートを塗り重ねる際は、塗料内のシンナーが揮発するのを待ちながら重ねるイメージで。
ここではガンコートのサテンブラックを、鈑金補修で使うφ1.0mmクラスのスプレーガンでツヤが出るようにペイントしてみた。
そして170℃で1時間焼付乾燥を行ったところ無数の気泡、いわゆる「沸き」が発生した。これは口径の大きなガンでシンナーが揮発できないまま塗り重ねられた結果だ。
もう一点、スプレーガンに慣れたプロだから陥りがちなトラブルが、塗装環境の気温による塗膜異常です。プロ用の塗料の大半には粘度調整用のシンナーがあり、気温の違いによって夏用と冬用が用意されているのも当たり前です。
しかしガンコートにはシンナーがないので、塗料内に含まれるシンナーの揮発具合に作業者が合わせてやる必要があります。しかしながら、塗装ブース内の温度がおよそ15℃になるのを境に、相談の電話が鳴るようになります。秋から冬にかけて15℃を下回った頃に出るのが「ガンコートが沸く」という話で、これはシンナーの揮発が悪いのに塗り重ねたのが原因です。気温が下がってシンナーの揮発が遅くなってきたら、塗り重ねの空き時間を長くすることでワキを防止できます。
逆に、冬の終わりから春にかけて15℃を上回るようになって「塗膜がざらつく、サメ肌になる」という連絡が来るのはシンナーの揮発が早くなるためです。この場合はガンのエア圧を低く、ガンを対象物に近づけることでツヤを出すことができます。
シンナーを使う塗料なら、ユーザーが塗料に合わせるひと手間は不要ですが、ガンコートの塗膜は「エア圧、吐出量、ガン距離」で決まることを理解することが重要です。
- 2.オーブンの温度不足による焼付不良
-
~操作パネルの温度表示が正しいとは限りません
オーブンの性能によってガンコートの性能は大きく左右されることを知っている私たちは、ガンコートに必要な焼き付け能力を保証できるCVシリーズを開発しました。しかしすべてのガンコートユーザーが信頼に足るオーブンを使っているとは限りません。
「ガンコートがブレーキフルードで溶けた。塗料が悪いのではないか?」という連絡をいただくことがあります。特にプロユーザーの方ほど、塗装不良の原因をどうしても塗料自体の問題と考えがちです。
しかし10年以上ガンコートを取り扱ってきた中で、塗料自体の不具合がトラブルの原因となった事例はごく僅かで、塗膜性能が出ない理由の大半は焼き付け不良が原因となっています。塗装するガンの口径がφ0.4mmであるべきなのと同様に、ガンコートの焼付乾燥は170℃で1時間以上行うのが絶対条件です。165℃でも2時間焼けば……、180℃だから40分でも……という独自のルールでは、偶然うまくいく場合もあるかもしれませんが、失敗して当たり前なのです。
これとは別に「設定温度175℃で2時間焼いたが溶けた」という連絡もあります。これも詳しく聞くと、私たちのCVシリーズではなくコントロールパネルの数値を信用して175℃に入力したとのこと。ここで疑わしいのは、設定温度が実際の槽内温度と等しいか? ということです。デジタル式のパネルに設定温度の数字を入力すればその温度で加熱されると考えるのが普通で、そうでなければ何のための入力パネルか、ということになります。しかし現実には、経年劣化や乾燥槽とヒーター能力のアンバランスなどにより、設定温度と実際の温度が一致しない例は山ほどあります。
私たちはCV-600Plusを開発した際に、世界的な検査認証機関であるSGSで検査を行い、槽内温度の信頼性に関するデータを取得しています。またCV-1800WRは自動車メーカーの抜き打ちテストでも温度差の許容範囲で合格のお墨付きを得ています。さらに私たち自身も槽内の10点の温度を観測できるデータロガーを導入して、入力温度と実際のオーブン内温度の比較と校正が可能な体制を整えています。
近い将来、この10点観測データロガーを用いて過去に納品したCVシリーズの定期チェックを行うと同時に、CV以外のオーブンでも健康診断を行うことを計画しています。実態を測定して校正を行うことで、ガンコートやパウダーコートにとって最適な温度での焼付乾燥が可能になり、塗料に対する言われなき濡れ衣も払拭できるようになれば、ユーザーにも私たちもメリットがあると考えています。ちなみに、自動車メーカーのテストでは、最低温度と最高温度の差が10℃程度なら許容範囲だと教えてもらいました。CV-1800WRは2160リットルもの大容量の槽内で合格範囲に入っています。その上で、槽内の温度ムラを考慮すれば必要温度より若干高め、具体的には180℃に設定しておけば余裕を持って焼付乾燥できるでしょう。
「沸き」を未然に防ぐために、170℃で本加熱する前に予熱(プレベイク)を行うのも有効です。半ツヤ黒のサテンブラックはガンコートで一番の人気で塗膜ももっとも強靱なですが、焼付乾燥時に急加熱すると他の色よりも沸きやすい特性があります。そこで本焼き付けの前に60~80℃で30~40分で事前加熱することで、シンナーが徐々に揮発して沸きを防止できるのです。その後170℃で1時間以上の焼付乾燥を行えば、間違いなくブレーキフルードが付着しても剥離しない塗膜になります。
シンナーの揮発を促進させる目的で、塗装前のパーツを加熱すると良いという意見もあるようです。シンナーを揮発させるには60~80℃のプレベイク温度が必要ですが、加熱したパーツにガンコートをスプレーすると気化潜熱が奪われて温度が下がり、2コート目以降は加熱の効果が得られません。しかし温度を下げないように加熱しながらスプレーすると、シンナーでガンコートがならされて平滑になる前に揮発するため、表面がざらついてしまいます。
例外として、色が透けやすく流れやすいサテンイエローに関しては、ガンコートが流れないようパーツを加熱してシンナーを飛ばして定着させることが有効に作用しますが、それ以外の色では通常は加熱は不要だと考えています。
- 3.攪拌不足によるフラットブラックのツヤ
-
~容器の口から棒を突っ込んでかき混ぜましょう
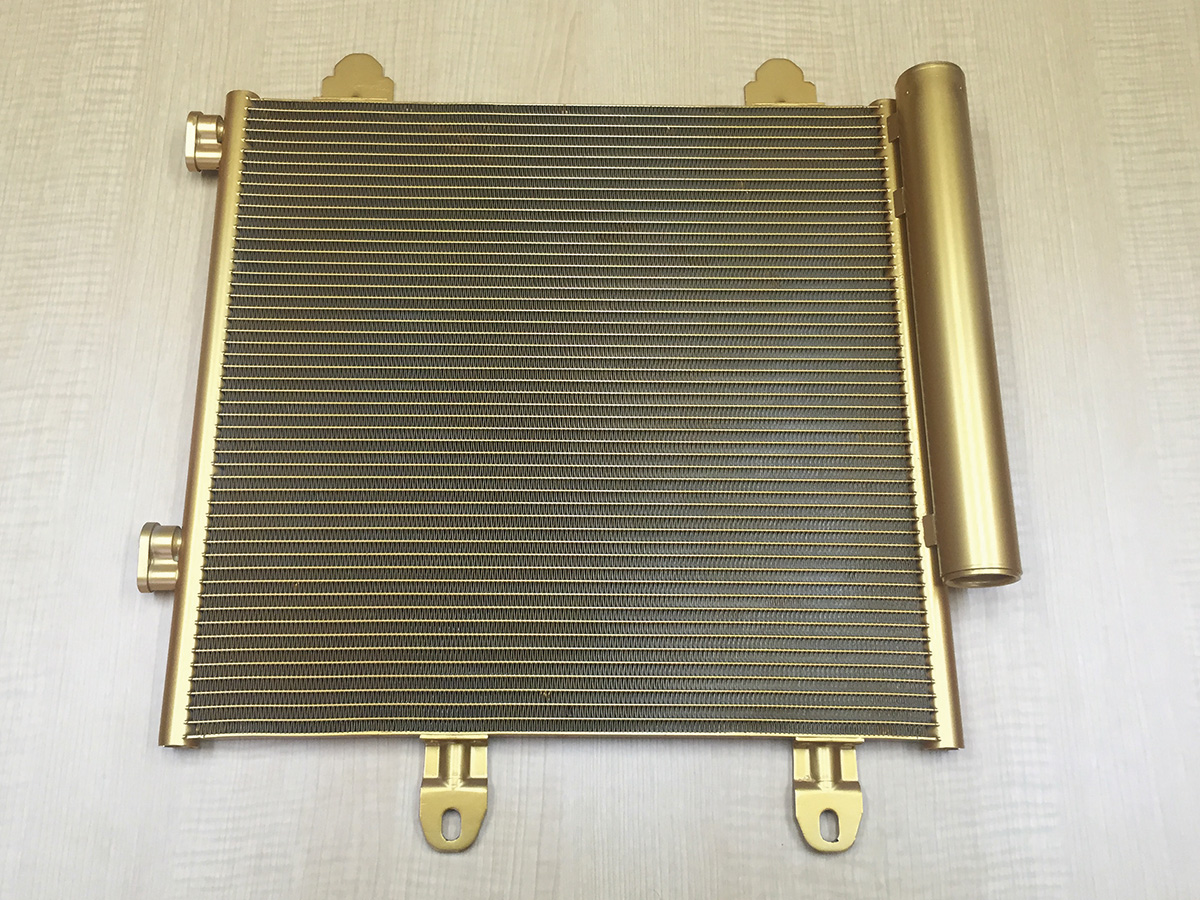
フラットブラックで圧倒的に多いのが「フラットブラックのツヤが引かない」という話です。ほぼすべてのガンコートは容器の中で溶媒と顔料が分離しています。サテンブラックは目で見て分離していなくても重い顔料が沈殿します。ゴールドは透明部分と沈殿部分がくっきり二分されます。これらに対してサテンイエローやサテンレッド、サテンブルーは成分が分散して常に混ざった状態になっています。色によって程度の違いはありますが、成分を均一に分散させるには10~15分の攪拌が必要です。
フラットブラックでツヤが引かないのは、フラッターと呼ばれるつや消し成分の粘度が高く、容器の底に堆積するためです。500ccと1000ccの容器には攪拌用の球を入れてありますが、カラカラと音が出るまで攪拌してもフラッターが沈殿したままということがあります。そのため、フラットブラックについては竹べらや棒を缶に差し込み、フラッター部分を確実にかき回して分散させることが重要です。毎日使っている塗料ならまだしも、1ヶ月も2ヶ月も間を空けた塗料なら、入念な攪拌が不可欠です。
フラットブラックの場合はツヤが引かないのが攪拌不足の典型例ですが、メタリック色はキラキラのフレークが沈殿するため、前回塗った時と風合いが違うと感じたら攪拌不足の可能性が高いです。ガンコートの缶の中で均一に攪拌されていても、スプレーガンのカップの中にある間にフレークが沈殿して風合いが変化することもあるので、時々ガン先を指で塞いでエアを逆流させて、カップ内のフレークを攪拌することでカップの全量をムラなく塗ることができます。
- 4.夏場になるとシルバーがざらついてうまく塗れない
-
シルバーを滑らかに仕上げるにはクリアを混ぜる
 シンナー揮発後にはツヤ消しフラットというより、粉末状の顔料が塗膜表面に露出するのがガンコートシルバーの特長。
シンナー揮発後にはツヤ消しフラットというより、粉末状の顔料が塗膜表面に露出するのがガンコートシルバーの特長。
塗り方や乾燥条件を調整してもこの仕上がりは大きく変化しないので、シルバー10割にサテンクリア7割を加えることでツヤありの滑らかな仕上がりとなる。右がシルバーのみ、左はシルバー+サテンクリアの仕上がり。
~サテンクリアを混ぜるとツヤが出ます
塗料の特性によるものですが、シルバーのガンコートは他の色に比べて乾燥後の表面ががさつきやすい傾向にあります。充分に攪拌してもメタリック顔料成分が多めなので、特に夏場はシンナーが揮発した後のざらつき感が気になることがあるかもしれません。ガンコートにはシンナーがありませんし、たとえシンナーで希釈しても揮発後に残る顔料は同じです。
このような場合には、ガンコートのサテンクリアをシルバー6対クリア4、またはシルバー7対クリア3で混合すると、クリアの樹脂成分が増量されるためツヤのある滑らかなシルバーとなります。
この他にも、ガンコート同士は混ぜることが可能です。鈑金補修用塗料のようなカラーチャートはありませんが、ご自分のイメージでオリジナルカラーを調色することでカスタムペイントに役立てることができます。
- 5.焼付乾燥までの時間を空けすぎたらどうなる?
-
~塗装から24時間以内に焼き付ければ大丈夫です
スプレーブースとオーブンが同じ場所にない方にとって、今日ペイントしたパーツが焼付乾燥できるのは明日になる、ということはありがちです。また作業の工程上ペイントが終業時間近くになり、夜中にオーブンの電源を入れたまま工場を無人にするのが不安と言うこともあるでしょう。そんな時によくあるのが、ガンコートをペイントしてから焼付乾燥を行うまでの猶予時間に関する質問です。
結論から言えば、指で触れて表面がすっかり乾燥するぐらい時間が経過しても、170℃以上で1時間以上の焼き付け温度と時間が確保できれば、ちゃんと硬化して塗膜性能を発揮します。夜に塗装して翌朝オーブンに入れるぐらいの余裕を持たせた方が、シンナーの揮発時間が稼げる分だけ沸きに対してはメリットがあると考えることもできます。
ただし塗装面がウェットな状態で長く置けばゴミやホコリが付着するリスクも高くなるため、焼付乾燥は塗装から24時間以内に行うのが無難です。
- 6.ガンコートとパウダーコート併用によるトラブル
-
~パウダーの上にガンコートはNGです
衝撃や曲げに強いのがパウダーコートの特長ですが、溶剤に冒されるのが弱点です。そこを補うためにパウダーコートで塗った上にガンコートのクリアを塗装したいという相談があります。両者のいいとこ取りをできれば最強というイメージがありますが、実はこの組み合わせはNGです。
パウダーとガンコートの密着は良いのですが、温度の変化や外力で収縮するパウダーコートの動きに追従できず、硬いガンコートのクリア塗膜が割れてしまうのです。
これと似たような話題で、ガンコートとパウダーコートではどちらが強いですか? という質問があります。どちらも強みがありますが、カッターナイフと斧ではどちらがよく切れる? 新幹線とF1ではどちらが速い? といった質問と同様に、同じ塗料でも得意とするジャンルが異なるため、一概にどちらかが強いとは決められません。
ガンコートとパウダーコートを使い分けるなら、
・エンジン、キャリパー、ラジエター、オイルクーラーには機能性のガンコート
・フレーム、スプリングなど、パーツ自体がしなっる、飛び石が当たる部分はパウダーコートというのが定番でしょう。
例外なのはホイールで、これはユーザーの好みによって耐薬品性と表面硬度を優先してガンコートを選ぶ場合と、耐候性や耐衝撃性の高さでパウダーコートが選び分けられます。
細やかな技術的サポートで
安心して使える環境を整えています
 ガンコートに関する情報はKG社からも提供されていますが、本国アメリカから日本のユーザーの疑問や不満にすべて応えることは難しいものです。そこで私たちカーベックは、日本総代理店として責任を持ってガンコートを取り扱うために、下地作りから塗装作業、焼付乾燥まで、考えられるあらゆるパーツで条件やパターンを変えながらテストを繰り返し、ノウハウを蓄積してきました。
ガンコートに関する情報はKG社からも提供されていますが、本国アメリカから日本のユーザーの疑問や不満にすべて応えることは難しいものです。そこで私たちカーベックは、日本総代理店として責任を持ってガンコートを取り扱うために、下地作りから塗装作業、焼付乾燥まで、考えられるあらゆるパーツで条件やパターンを変えながらテストを繰り返し、ノウハウを蓄積してきました。
その結果、ユーザーの皆さんには「うまく塗れる条件」はもちろんのこと「うまくできない、失敗する条件」も的確にお伝えすることができると自負しております。その能力はKG社にも認められ、今ではKG社に寄せられるオートモーティブ系の質問に関しては私たちの返答がそのまま採用されるほどの信頼を得ています。
 塗装剥離と足付けのためのサンドブラスト「BLASTY1000」や温風循環焼付乾燥器「CVシリーズ」を自社で開発したのも、私たち自身が塗装に関する入り口から出口まですべての工程を深く知り、高機能塗料であるガンコートの能力をすべてのユーザーに引き出していただくためと言っても過言ではありません。私たちは、アメリカ製の塗料を輸入販売するディストリビューターというよりも、むしろメーカーとしての機能と責任を果たしているという自負もあります。
塗装剥離と足付けのためのサンドブラスト「BLASTY1000」や温風循環焼付乾燥器「CVシリーズ」を自社で開発したのも、私たち自身が塗装に関する入り口から出口まですべての工程を深く知り、高機能塗料であるガンコートの能力をすべてのユーザーに引き出していただくためと言っても過言ではありません。私たちは、アメリカ製の塗料を輸入販売するディストリビューターというよりも、むしろメーカーとしての機能と責任を果たしているという自負もあります。
銃器用塗料として認められた放熱性の高さ、ガソリンやブレーキフルードに負けない耐薬品性、そしてデリケートなパーツの耐久性を向上させる塗膜の硬さ。既存の塗料の枠に収まらない特長によって新たな機能をもたらしてくれるのがガンコートは、ストリートからモータースポーツまで、幅広いユーザーに高い満足度を提供いたします。
高温で乾燥できない樹脂パーツでも
専用硬化剤「PL-80」があればガンコートが使えます!
 170℃で1時間以上の焼付乾燥が必要なガンコートは、高温で焼けない樹脂パーツには使えないというのが常識でした。それを覆したのが専用硬化剤のPL-80です。ガンコートにPL-80を5%添加して80℃で加熱することで、170℃加熱時の80~90%の塗膜性能を発揮します。樹脂パーツにおいては、金属パーツ塗布時のような高い放熱性は求められませんが、ガンコートの塗膜の強さや耐薬品性が活用できるのはたいへん魅力的です。
170℃で1時間以上の焼付乾燥が必要なガンコートは、高温で焼けない樹脂パーツには使えないというのが常識でした。それを覆したのが専用硬化剤のPL-80です。ガンコートにPL-80を5%添加して80℃で加熱することで、170℃加熱時の80~90%の塗膜性能を発揮します。樹脂パーツにおいては、金属パーツ塗布時のような高い放熱性は求められませんが、ガンコートの塗膜の強さや耐薬品性が活用できるのはたいへん魅力的です。 またPL-80を添加することで、塗膜に柔軟性が出て樹脂パーツをひねった時にも割れたり剥がれないのも大きな特長です。あるオートバイのラジエターはリベット止めで樹脂パーツが付いているモデルがあり、170℃で焼付乾燥するためにはリベットを外す必要があります。しかしPL-80を添加すれば80℃で焼けるため、樹脂パーツが付いたままガンコートをペイントできます。また内部にゴムや樹脂が組み込まれたアッセンブリー状態のままガンコートで塗装したい場合には、PL-80によって低い温度で焼き付けられるというメリットがあります。
またPL-80を添加することで、塗膜に柔軟性が出て樹脂パーツをひねった時にも割れたり剥がれないのも大きな特長です。あるオートバイのラジエターはリベット止めで樹脂パーツが付いているモデルがあり、170℃で焼付乾燥するためにはリベットを外す必要があります。しかしPL-80を添加すれば80℃で焼けるため、樹脂パーツが付いたままガンコートをペイントできます。また内部にゴムや樹脂が組み込まれたアッセンブリー状態のままガンコートで塗装したい場合には、PL-80によって低い温度で焼き付けられるというメリットがあります。
ガンコートの密着と防錆力アップを両立
鉄製パーツの塗装前に最適の下地処理剤
 ガンコートは金属に対する密着力が高い塗料ですが、相手が鉄製の場合には塗装前にK-PHOSを塗布することで、錆びやすい鉄部品の防錆力をアップしながらガンコートの密着力をアップできるのが特長です。サンドブラストなどで下地を調整した後に若干のサビが残っていても、K-PHOSによるリン酸塩処理でそれ以上の進行を防止して、ガンコートをペイントすれば強力な防錆皮膜となります。
ガンコートは金属に対する密着力が高い塗料ですが、相手が鉄製の場合には塗装前にK-PHOSを塗布することで、錆びやすい鉄部品の防錆力をアップしながらガンコートの密着力をアップできるのが特長です。サンドブラストなどで下地を調整した後に若干のサビが残っていても、K-PHOSによるリン酸塩処理でそれ以上の進行を防止して、ガンコートをペイントすれば強力な防錆皮膜となります。

施工時はウェットに塗り込まず、バラ吹きした後に80℃で10~15分加熱乾燥することで効果がアップします。逆に欲張ってスプレーしすぎると、上に塗ったガンコートが剥がれやすくなってしまうので注意が必要です。
アルミパーツはガンコート単独でもしっかり密着するので、相手素材が鉄製の場合にはK-PHOSを用いると覚えておくとよいでしょう。
施工例






施工の流れ
- 下準備

- 塗装対象物の旧塗膜を剥離し、足付け作業をおこないます。
- 塗装準備

- 塗希釈用のシンナーはありません。原液をそのままスプレーガンに注ぎます。
- 塗 装

- 薄く何度も繰り返し塗り重ねていく方法で施工します。
- 焼付乾燥

- 80~100℃でプレベイクを30~40分おこなってから、170℃で1時間以上の焼付乾燥に入ります。
塗装設備
- サンドブラスト
 サビ落とし、旧塗膜剥離、塗装前足付けなど、必須アイテムです。
サビ落とし、旧塗膜剥離、塗装前足付けなど、必須アイテムです。
- スプレーガン
 ウェットに吹かないためにも、0.4~0.6mm口径のガンを推奨します。
ウェットに吹かないためにも、0.4~0.6mm口径のガンを推奨します。
- 専用の焼付乾燥器
 170℃に到達してから1時間以上、ムラ無く焼付乾燥を行わないとガンコート本来の性能を発揮できません。
170℃に到達してから1時間以上、ムラ無く焼付乾燥を行わないとガンコート本来の性能を発揮できません。
- ペイントシェイカー
 ガンコートは缶底に成分が沈殿しやすい塗料です。10~15分の攪拌が必要です。
ガンコートは缶底に成分が沈殿しやすい塗料です。10~15分の攪拌が必要です。



